The inboard ribs come from the factory with only a couple of tooling holes in them, but more holes need to be made to accommodate some of the features that make this thing a fuel tank.
I decided to start with the much smaller hole for the vent line. Using the approximate location called for in the plans, I drilled a #40 hole in one inboard rib and then match drilled it into the other rib so they would be consistent.
The unibit then took care of enlarging the holes to final size for the vent line fittings.
I then moved on to the much larger access hole, which not only allows access to the inside of the tank should maintenance have to be performed later on, but is also the location for the float fuel senders I'll be installing. I was a little hesitant when it came to cutting these since the plans recommend using a fly cutter on a drill press, two things that I did not have at the time. I went out and bought a fly cutter from Harbor Freight (which ended up being quite the interesting experience thanks to this whole COVID-19 deal), but I ended up not getting the drill press since I hadn't really
needed one throughout the rest of the build thus far and I didn't see myself using it regularly for the rest of it.
So I ended up doing what most people do NOT recommend, and that's using the fly cutter in a handheld cordless drill. And you know what? It worked just fine.
The hole to be cut needed to have a diameter of 5 1/4", just large enough to remove the ring-shaped stiffening protrusion on the rib. The packaging for the fly cutter I bought states it does a maximum diameter of 5", but I was able to get it to 5 1/4" by removing the rubber o-ring on the end. The other slight modification I made was to flip one of the blades around. I didn't want to have to painstakingly match the blades to the same track, so this allows just one blade to give me a clean, precise cut while the other blade counterbalances it without cutting anything.
I was a little nervous about doing things like this, so I decided to test the setup with a scrap sheet of aluminum just in case this was actually a stupid idea. I figured that if things went horribly wrong on here, I wouldn't have messed up one of my parts and I could then just buy a drill press.
I found the exact center of the circle I wanted to cut and drilled a pilot hole in which the 1/4" bit on the flycutter could stay centered while cutting. A slow drill speed and light pressure allowed me to get the cut started and check for the proper radius before going any further.
 |
| The larger circle is the result of me messing up the initial setting on the fly cutter. Good thing I took this practice run first! |
Once I was sure the cut was accurate, I gradually increased the speed and pressure of the drill while keeping it a perfectly perpendicular to the piece as I could. This took patience since the drill constantly wanted to move around. Toward the end of the cut, the blade started catching on some parts of the circle. I realized that these areas were where the blade had fully pierced the piece.
 |
| You can see exactly where the full cut has been made and which parts still need to be cut. |
I used extremely light pressure and a faster speed to chip away at the parts that needed further cutting until most of them were taken care of. Eventually I was able to just flex the piece a little until the circle popped off like a pull tab off of a soda can.
 |
| Everything went better than expected. |
Cool, it worked! Now for the real thing.
I drilled a pilot hole in the exact center of the circle to be cut and again started with light pressure at a slow speed to check the size of the cut.
 |
| Looking good. Proceeding as planned. |
From there I did exactly what I did on the practice piece, and soon enough I had a nice big hole cut into the rib.
 |
| Success! |
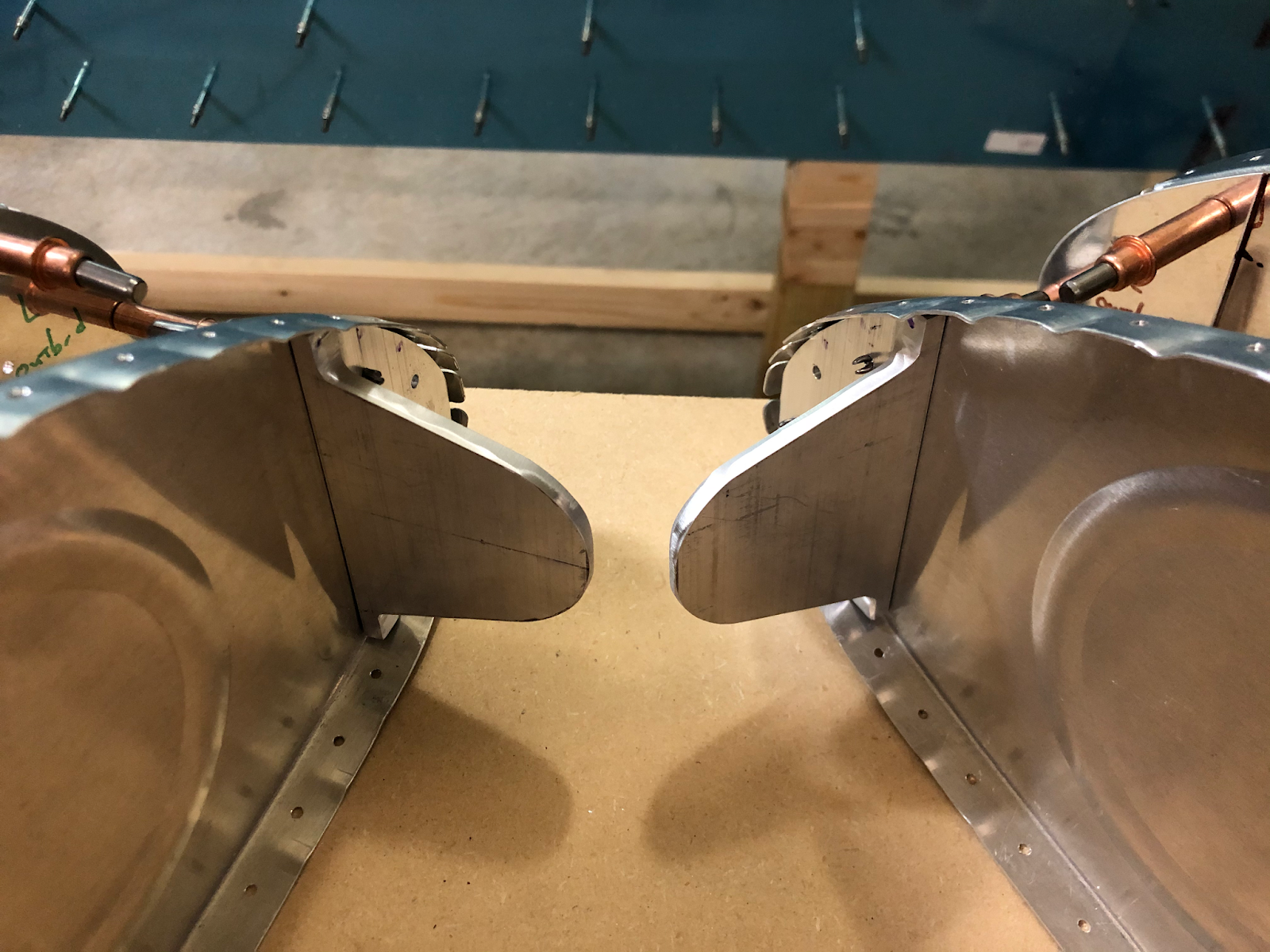
To double check things, I clamped the reinforcement ring in place.
Rinse and repeat for the other rib and boom, done! These things are SHARP right after cutting, so I made liberal use of the deburring tool and a scotchbrite pad to smooth things out lest I end up with some nice lacerations while celebrating.
Now I'm not saying that this is the recommended way to do this, but it did work for me. If you already have a drill press or have easy access to one it's probably best to just use that instead of messing around with a handheld drill. That said, this is a good lesson for me that I don't always have to religiously follow the advice of other builders. Sometimes it's worth exploring and experimenting on your own to find out what works for you.